












 Spawanie ze zmechanizowanym podawaniem drutu dodatkowego, do jeziorka.
Spawanie ze zmechanizowanym podawaniem drutu dodatkowego, do jeziorka.


Metoda niesie ze sobą szereg korzyści, ze względu na
- przyspieszenie procesu przez zmechanizowane podawanie
- zapewnienie wyższej jakości (obydwie ręce spawacza na palniku)
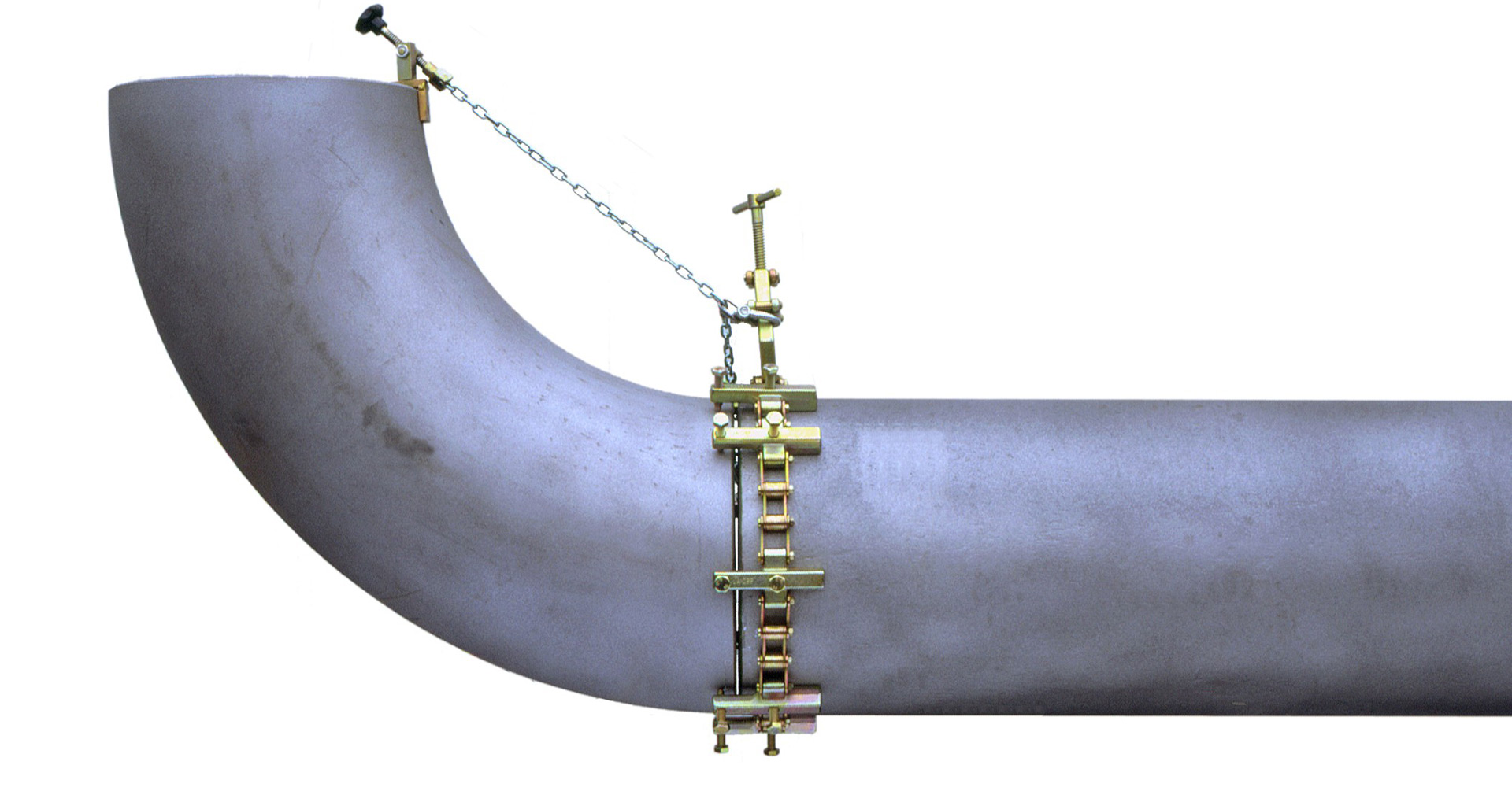
- ułatwienie spawania szczególnie długich lub spoin prostych i kolistych
- ułatwienie spawania w trudnych wymuszonych pozycjach
- zmniejszenie wymieszania materiałów spawanego i dodatkowego
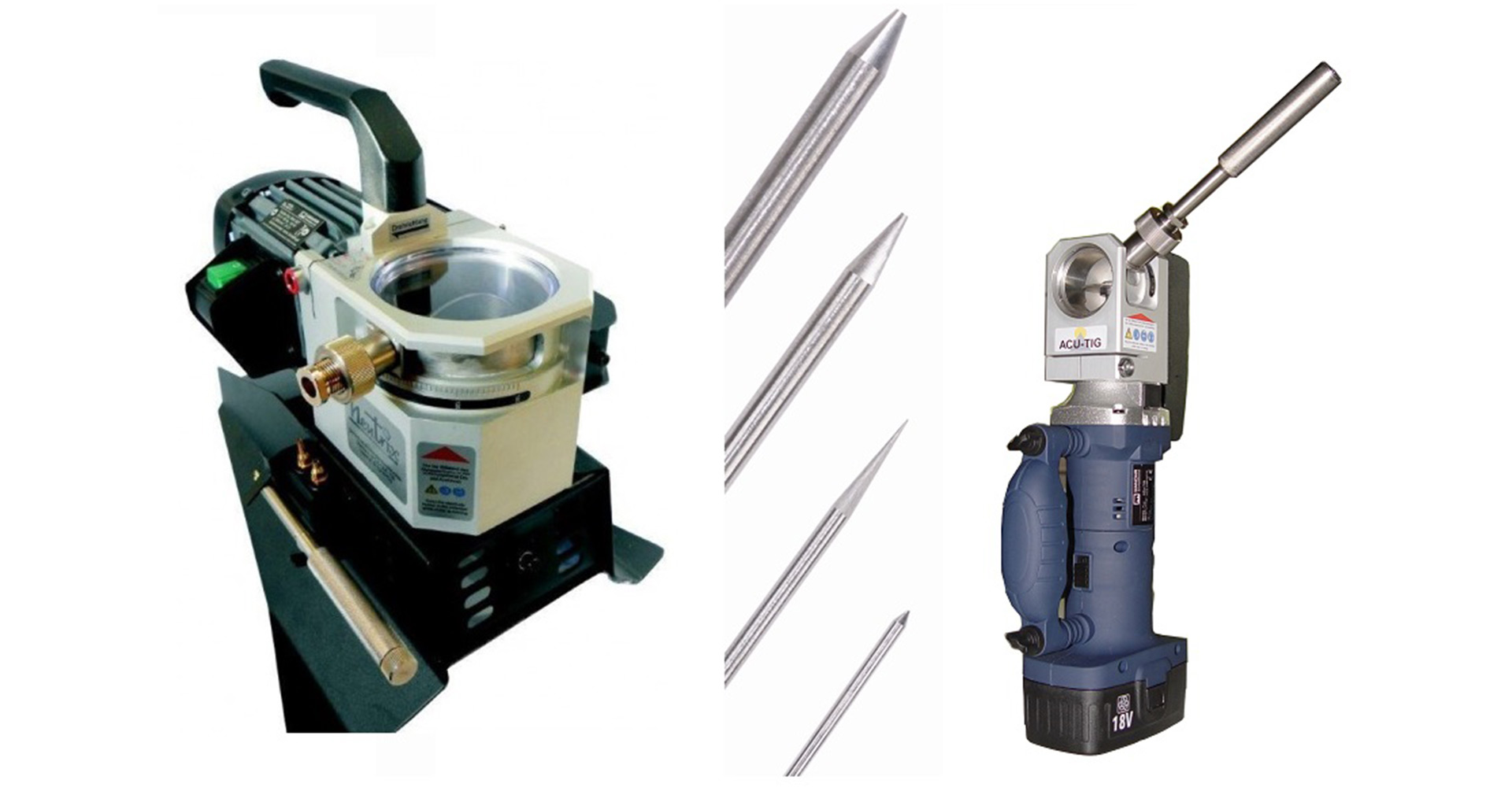
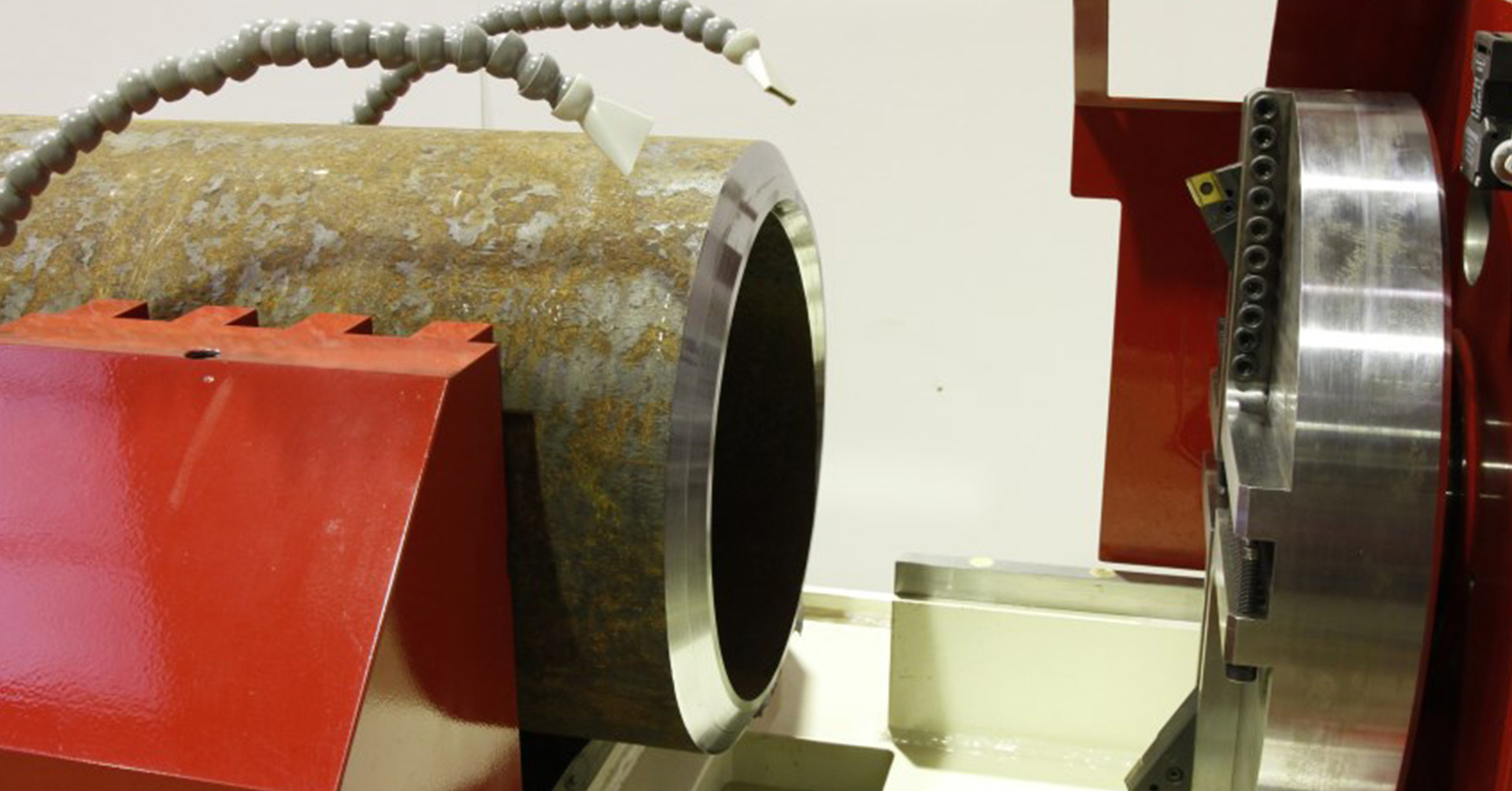
 Q-START – szybki start przyspiesza łączenie nadtopionych krawędzi we wstępnej fazie procesu, uzyskując czyste ładne spoiny. Przy użyciu specjalnego pistoletu TIG, proces zachodzi półautomatycznie. W zależności od użytych do pistoletu dysz, można nim wykonywać spoiny narożne zewnętrzne, pachwinowe, nakładkowe
Q-START – szybki start przyspiesza łączenie nadtopionych krawędzi we wstępnej fazie procesu, uzyskując czyste ładne spoiny. Przy użyciu specjalnego pistoletu TIG, proces zachodzi półautomatycznie. W zależności od użytych do pistoletu dysz, można nim wykonywać spoiny narożne zewnętrzne, pachwinowe, nakładkowe
Spoina płaska
Łączenie blach o różnych grubościach

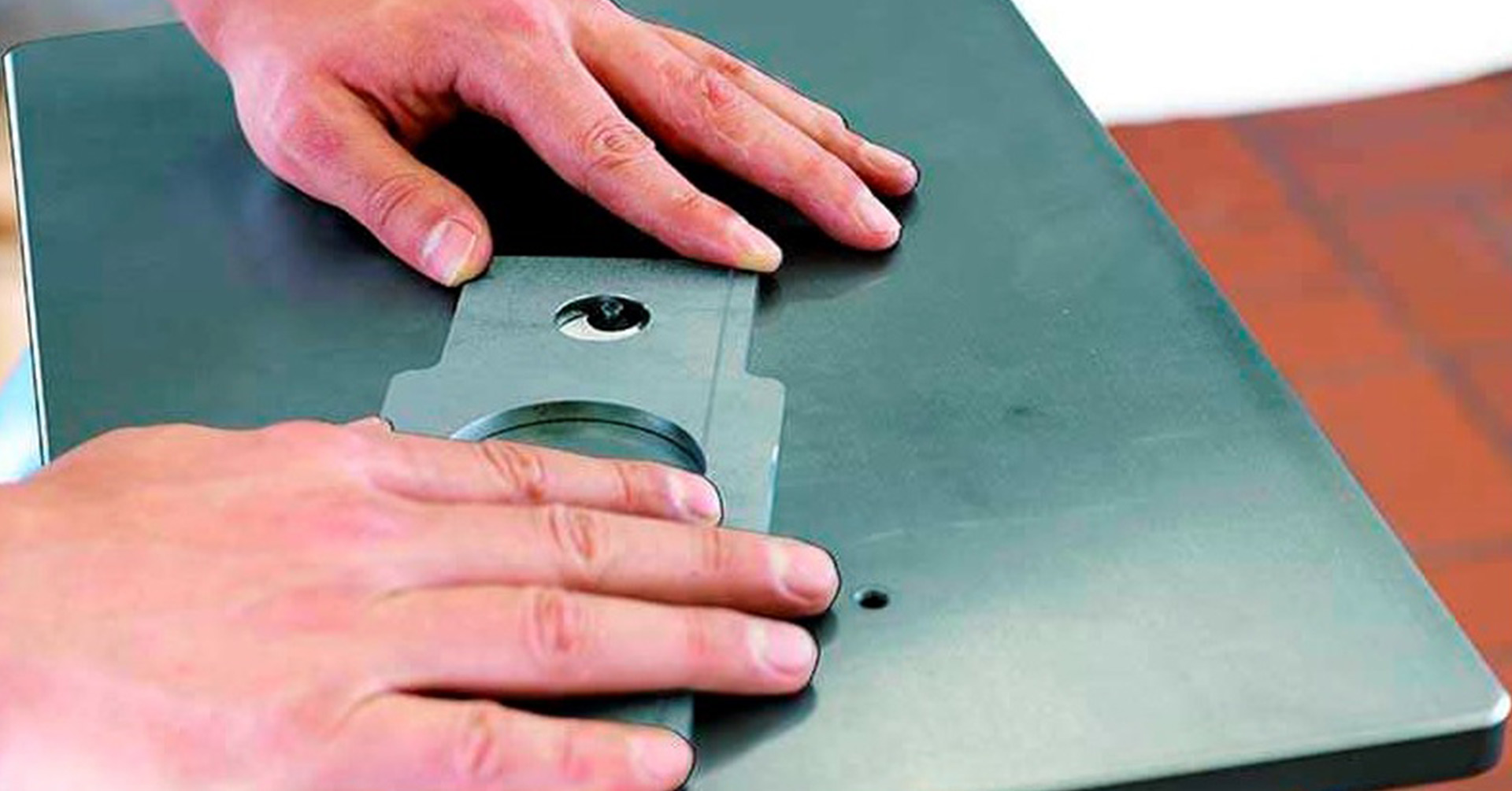
Spoina narożnikowa
Łączenie elementów obudowy szafy rozdzielczej

Spoina pachwinowa
Zgrzewanie punktowe blach
Zastępuje zgrzewanie niosąc ze sobą korzyści w postaci:
- wykonywanie płaskich równych szczepów – nie trzeba szlifować
- szybkości i powtarzalności procesu bez konieczności specjalisty
 DynamicArc - dynamiczny łuk z kompensacją mocy - niezależnie od ustawienie kąta i odległości od spawanego materiału, utrzymywana jest ta sama moc spawania.
DynamicArc - dynamiczny łuk z kompensacją mocy - niezależnie od ustawienie kąta i odległości od spawanego materiału, utrzymywana jest ta sama moc spawania.

Ma to wpływ na:
- łatwe spawanie trudnodostępnych miejsc
- brak podcięć przy „wachlowaniu” palnikiem
- brak przyklejenia elektrody przy lekkim zwarciu z materiałem
 Q-SPOT - przyspiesza wykonywanie precyzyjnych spoin punktowych, w szczególności przy elementach cienkościennych
Q-SPOT - przyspiesza wykonywanie precyzyjnych spoin punktowych, w szczególności przy elementach cienkościennych

Można precyzyjnie umieścić elektrodę przez jej dotknięcia w miejsce, które chcemy łączyć. Funkcja Q-SPOT będzie chroniła ją i materiał przed zniszczeniem.
 MULTITACK - redukuje ilość ciepła wprowadzanego przy spawaniu elementów cienkościennych, przez automatyczne wygaszenie i ponowne zajarzanie łuku.
MULTITACK - redukuje ilość ciepła wprowadzanego przy spawaniu elementów cienkościennych, przez automatyczne wygaszenie i ponowne zajarzanie łuku.
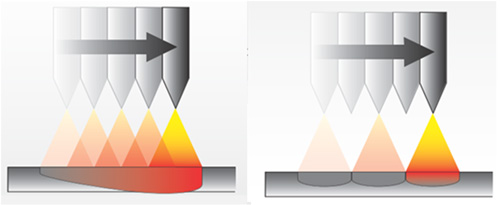
Stosując MULTITAC można:
- precyzyjnie spawać bardzo cienkie detale bez ich przepalania
- napawać elementy uzyskując małe wymieszanie materiałów
 Synergiczny Puls - to ułatwienie regulacji przy spawaniu TIG z pulsem, przez ustawianie jedynie prądu spawania, pozostałe parametry automatycznie ustawiają się na optymalnym poziomie.
Synergiczny Puls - to ułatwienie regulacji przy spawaniu TIG z pulsem, przez ustawianie jedynie prądu spawania, pozostałe parametry automatycznie ustawiają się na optymalnym poziomie.
 2,5kHz Puls - ułatwia spawanie elementów cienkościennych, poprawia kontrolę łuku oraz obniża nagrzewanie detalu.
2,5kHz Puls - ułatwia spawanie elementów cienkościennych, poprawia kontrolę łuku oraz obniża nagrzewanie detalu.

 MIX AC/DC - to połączenie prądu stałego DC i przemiennego AC, pozwala zwiększyć szybkość spawania i tworzenia jeziorka przy spawaniu aluminiowych elementów grubościennych poprzez większą koncentrację energii.
MIX AC/DC - to połączenie prądu stałego DC i przemiennego AC, pozwala zwiększyć szybkość spawania i tworzenia jeziorka przy spawaniu aluminiowych elementów grubościennych poprzez większą koncentrację energii.

Może być to wykorzystywane do spawania elementów aluminiowych różniących się od siebie grubością
 ExtraFusion - pomaga w utrzymaniu ostrej elektrody przy spawaniu prądem przemiennym AC. Dzięki czemu cienkościenne elementy aluminiowe można spawać skupionym łukiem (a więc precyzyjnie) w sposób porównywalny do metody TIG-DC.
ExtraFusion - pomaga w utrzymaniu ostrej elektrody przy spawaniu prądem przemiennym AC. Dzięki czemu cienkościenne elementy aluminiowe można spawać skupionym łukiem (a więc precyzyjnie) w sposób porównywalny do metody TIG-DC.
